- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

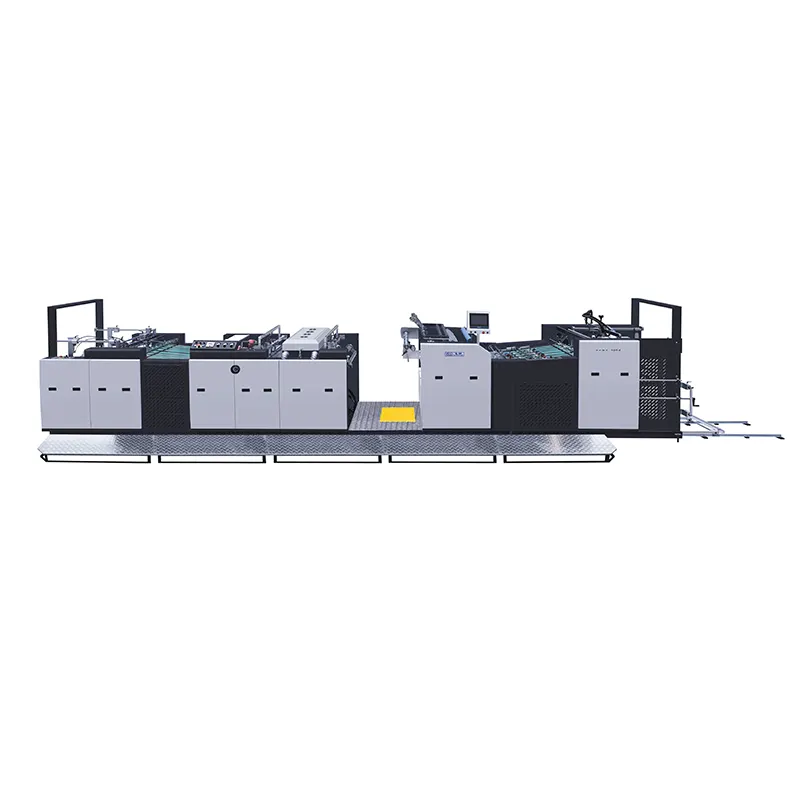
Principe de travail de la machine à stratification du film automatique
Dans l'impression d'emballage moderne et les industries de transformation connexes,machines à stratification automatiquesjouer un rôle extrêmement important. Ils peuvent appliquer un film protecteur à la surface de divers matériaux imprimés ou autres matériaux, ce qui améliore non seulement l'apparence et la texture des produits, mais améliore également leur durabilité et leurs performances protectrices. Avoir une compréhension approfondie du principe de travail des machines de stratification automatiques est très importante pour les praticiens dans les industries pertinentes, les utilisateurs d'équipements et ceux qui souhaitent l'emballage d'impression. Il les aide à prendre des décisions plus sages et à prendre des mesures plus appropriées dans des aspects tels que l'approvisionnement en équipement, le fonctionnement, l'optimisation des processus et le dépannage. Cet article effectuera une analyse complète et détaillée du principe de travail des machines de stratification automatiques pour révéler les mystères techniques et les mécanismes de fonctionnement derrière eux.
I. Composants de base des machines de stratification des films automatiques
(I) Mécanisme de détention
Le mécanisme de détention est la partie de départ de la machine à stratification du film automatique et est principalement responsable du transport et de la libération du rouleau de film à plastifier. Il est généralement équipé d'un système de contrôle de tension réglable pour s'assurer que le film peut être sorti avec une tension stable et uniforme tout au long du processus de stratification. Par exemple, le capteur de tension est utilisé pour surveiller la tension du film en temps réel, et à l'aide de moteurs ou de freins et d'autres appareils, des ajustements dynamiques sont effectués en fonction des valeurs définies pour éviter les étirements du film et la déformation provoqués par une tension excessive ou un froissement du film en raison de la tension insuffisante, offrant ainsi une bonne fondation de fourniture de film pour les processus de plastification sous-précédent.
(Ii) Système d'application de colle
La fonction centrale du système d'application de colle consiste à appliquer uniformément la colle à la surface du film. Selon différentes exigences de processus de plastification et types de colle, il existe différentes méthodes d'application de colle. Le commun est le revêtement en rouleau, qui utilise un rouleau de revêtement pour ramasser de la colle dans le réservoir de colle et le transférer uniformément sur le film. Cette méthode peut contrôler avec précision la quantité de colle appliquée et convient à diverses viscosités de colle et en matériel de film. De plus, il existe également la méthode de revêtement de couteau. En utilisant un grattoir pour éliminer la colle en excès, seule une couche de colle uniforme et précisément épaisse est laissée sur le film, ce qui convient particulièrement aux opérations de plastification fines avec des exigences élevées pour la quantité de revêtement de colle, comme le plastification des matériaux d'emballage pour les composants électroniques.
(Iii) Mécanisme de plastification
Le mécanisme de stratification est la partie clé pour réaliser la liaison du film et du substrat. Il se compose principalement d'un rouleau de pression et d'un rouleau de chauffage (dans le processus de plastification chaud) ou d'un rouleau de refroidissement (dans le processus de plastification froid). Le rouleau de pression applique une certaine pression pour faire le film avec de la colle en contact étroitement le substrat, garantissant que la colle peut mouiller complètement et lier les deux. Dans le processus de plastification chaud, le rouleau de chauffage transfère la chaleur au film et le substrat pour que la colle se solidifie rapidement, améliorant la fermeté de la stratification et de l'efficacité de la production. Pendant que dans le processus de plastification froide, le rouleau de refroidissement réduit la température de la colle pour le faire se solidifier progressivement à l'état naturel. Ce processus est relativement respectueux de l'environnement et convient à certains matériaux sensibles à la température ou ne doivent pas être chauffés.
(Iv) Mécanisme de rembobinage
Le mécanisme de rembobinage est situé à la fin de la machine à stratification du film automatique et sa fonction consiste à retrait soigneusement les produits laminés. Semblable au mécanisme de détention, le mécanisme de rembobinage a également une fonction de contrôle de la tension pour assurer la planéité et l'étanchéité des produits pendant le processus d'enroulement. Pendant ce temps, il peut également être équipé d'un dispositif de mesure de longueur ou d'un compteur pour compter avec précision la longueur ou la quantité des produits laminés, ce qui est pratique pour la gestion de la production et le contrôle de la qualité. Par exemple, dans la production de plastification à grande échelle de matériaux imprimés, le dispositif de mesure de longueur peut contrôler avec précision la longueur de chaque rouleau de produits stratifiés pour assurer la cohérence des spécifications du produit.
Ii Processus de travail des machines de stratification automatiques
(I) Film Un déroulement et prétraitement
Premièrement, le rouleau de film sélectionné est installé sur le mécanisme de détention, et le système de contrôle de la tension du mécanisme de détention est initialement défini selon des paramètres tels que le matériau, l'épaisseur et la largeur du film. Après avoir commencé le mécanisme de détention, le film commence à être lentement libéré sous la traction de la tension et passe par une série de rouleaux de guidage pour entrer en douceur dans le système d'application de colle. Avant d'entrer dans le système d'application de colle, il peut y avoir des processus de prétraitement tels que l'élimination de la poussière et l'élimination statique pour éliminer les particules de poussière et l'électricité statique à la surface du film, améliorant l'effet d'adhésion de la colle sur le film et garantissant la qualité de plastification. Par exemple, en utilisant un éliminateur statique pour libérer des charges opposées pour neutraliser l'électricité statique à la surface du film, il empêche la poussière d'être difficile à éliminer en raison de l'adsorption électrostatique.
(Ii) Application de colle
Une fois que le film est entré dans le système d'application de colle, le système d'application de colle commence à fonctionner en fonction de la méthode et des paramètres d'application de colle prédéfini. Par exemple, lors de l'utilisation du revêtement de rouleau, le rouleau de revêtement tourne à une certaine vitesse pour plonger la colle du réservoir de colle, puis applique également la colle à la surface du film. Au cours de ce processus, des facteurs tels que la viscosité de la colle, la vitesse de rotation du rouleau de revêtement, le niveau de colle dans le réservoir de colle et l'écart entre le grattoir et le rouleau de revêtement affecteront tous la quantité et l'uniformité de la colle appliquée. Les opérateurs doivent ajuster avec précision ces paramètres en fonction des exigences de plastification et des caractéristiques de matériaux réelles pour obtenir l'effet d'application de colle souhaitée. Par exemple, lorsque le produit laminé a un besoin plus élevé pour l'épaisseur de la colle, la vitesse de rotation du rouleau de revêtement peut être augmentée de manière appropriée ou le niveau de colle dans le réservoir de colle peut être augmenté. Lorsqu'une couche de colle plus mince et plus uniforme est requise, l'espace entre le grattoir et le rouleau de revêtement peut être réduit.
(Iii) liaison et durcissement
Le film avec de la colle continue d'être transporté vers l'avant et entre dans le mécanisme de stratification. À l'heure actuelle, le substrat (tel que les matériaux imprimés, le papier, les planches, etc.) est également envoyé au mécanisme de stratification via le dispositif de transport correspondant pour rencontrer le film. Dans le mécanisme de stratification, le rouleau de pression applique une certaine pression pour faire le film et le substrat étroitement lié, et la colle commence à mouiller et à lier les deux sous l'action de la pression. Dans le processus de plastification chaud, le rouleau de chauffage transfère la chaleur au film et au substrat liés pour que la colle se solidifie rapidement et forment une couche laminée ferme. La température du rouleau de chauffage, la pression du rouleau de pression et le temps de liaison doivent tous être optimisés et ajustés en fonction des différentes combinaisons de matériaux et des exigences de plastification. Par exemple, pour certains substrats avec une texture relativement dure, il peut être nécessaire d'augmenter de manière appropriée la pression du rouleau de pression pour assurer une liaison complète entre le film et le substrat. Pour certains matériaux sensibles à la chaleur, la température du rouleau de chauffage doit être réduite pour empêcher les matériaux d'être déformés par la chaleur. Dans le processus de stratification froid, le rouleau de refroidissement joue un rôle dans la réduction de la température de la colle et la promotion de sa solidification naturelle. Bien que le temps de durcissement soit relativement long, il peut éviter le risque de déformation du matériau causé par le chauffage.
(Iv) Recherche et finition du produit fini
Les produits laminés et durcis entrent enfin dans le mécanisme de rembobinage. Le mécanisme de rembobinage finit soigneusement les produits en fonction de la tension définie et de la vitesse d'enroulement. Pendant le processus de rembobinage, le système de contrôle des tensions surveille et ajuste la tension d'enroulement en temps réel pour s'assurer que les produits sont enroulés étroitement et catégoriquement. Pendant ce temps, le dispositif de mesure de la longueur ou le comptoir enregistre la longueur ou la quantité des produits de la plaie. Lorsque la valeur prédéfinie est atteinte, le mécanisme de rembobinage arrête automatiquement de fonctionner. Une fois le rembobinage terminé, les produits peuvent être organisés, coupés ou emballés en fonction des besoins de stockage, de transport ou de ventes ultérieur. Par exemple, pour certains produits stratifiés à grand format, ils peuvent avoir besoin d'être coupés en produits de plus petite taille qui répondent aux exigences spécifiques de spécification, puis emballés.
En conclusion,machines à stratification automatiquesPeut compléter l'opération de plastification pour divers matériaux efficacement et précisément par le travail coordonné de chaque composant et suivant un processus de travail spécifique. Avec le progrès continu de la science et de la technologie, le principe de travail des machines à stratification automatiques est également constamment innovue et optimisée, et ses perspectives d'application dans l'impression d'emballage et d'autres industries seront encore plus larges, offrant un soutien technique puissant pour améliorer la qualité et diversifier le développement des produits.
Si vous êtes intéressé par nos produits ou si vous avez des questions, n'hésitez pas à nous contacter partéléphone ou e-mail.



